Furnace Setup
The Furnace Setup menu option is an administrative access only option. Do not make any adjustments on the screen without first contacting Super Systems, Inc. at (513) 772-0060.
|
Name This is the name of the furnace.
Date and Time This value is the current date and time on the 9215 controller only (not the local computer or the touch screen, if applicable). The time on the controller is displayed in the 24-hour format, so 8 = 8 AM, and 14 = 2 PM. Note: The date and time of the touch screen can be changed (if necessary) by selecting the date and time in the lower right corner on the touch screen, once the screen software has been shut down and the Windows™ desktop is visible. Call SSi for further assistance.
PVT Type The following PVT types can be selected: % Carbon Multiloop Nitrider FNC |
|
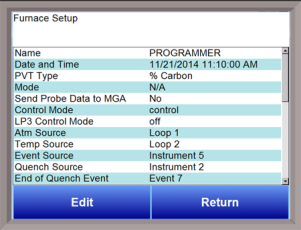
%Carbon: Process variable will calculate for carbon potential along with a temperature loop. Loop 1 is based off of Input 1 (terminals 31, 32 probe sensor millivolts) and Input 2 (terminals 29, 30 probe TC). These two inputs together constitute loop 1. Loop 2 comes from Input 3 (terminals 27, 28) which is temperature control.
Multiloop: Three loops of control can be assigned as selected.
Nitrider: This mode is used for Nitriding control. It calculates % Dissociated Ammonia (%DA) or Nitriding Potential (KN) when connected to the H2 sensor. This mode can be used with or without temperature control, depending on the mode setup. Loop 1 control can be
FNC: This mode is used for Ferritic Nitrocarburizing (FNC) control. It calculates %Dissociated Ammonia (%DA) or Nitriding Potential (KN) when connected to the H2 sensor. This mode can be used with or without temperature control, depending on the mode setup.
Mode
Modes become active with the selected PVT type is Nitrider or FNC. Following are the modes that can be selected for each of the two PVT Types.
|
Modes for PVT Type Nitrider |
Modes for PVT Type FNC |
|
H2 & Dissociation In this mode, the percent of dissociated NH3 is calculated and used for monitoring or control.
H2 & Kn In this mode, nitriding potential (KN) is calculated and used for monitoring or control.
H2 & Super Kn In this mode, super nitriding potential (Super KN) is calculated and used for monitoring or control. Super KN is based on a formula developed by SSi. Contact SSi at (513) 772-0060 for more information.
|
%C
KN
Super KN
Carburizing potential
KC
KO
|
Send Probe Data to MGA
When this option is set to yes: If an MGA is connected (which is required for FNC), then the controller will send data on probe millivolts and temperature to the MGA. (When this option is set to no, no data will be sent.)
Control Mode
The possible selections are Monitor or Control . If Monitor mode is selected, the process variable is calculated, but not control action is performed. If Control mode is selected, the process variable is calculated and control is performed. This applies to loop 1 only. This option is ignored if the PVT Type is Multiloop.
LP3 Control Mode
This option allows you to select either Temperature or Pressure Control for Loop 3. Pressure refers to the furnace back pressure. This option is ignored if the PVT Type is Multiloop.
Atm Source, Temp Source, Event Source, and Quench Source
These selections are used by the recipe programmer to determine where to get associated data and where to send setpoint.
End of Quench Event
Tells the programmer which event to signal end of quench (related to which relay it is assigned). The default event for this is Event 7, but it can be changed in the furnace setup menu. This event turns on for one (1) minute when the quench timer is complete. The list of possible values is: 0 – 14.
Quench Speed Event
Tells the programmer which event will signal the quench speed. The default event for this is event 6. This event will remain off if quench speed is set to low. It will turn on if quench timer is timing and quench speed is set to high with the QUENCH opcode. The list of possible values is: 0 – 14.
Quench Hold Event
This option will determine which event will hold the quench cycle. It is used to hold the quench timer with an external device. If the input that is configured turns on then the quench timer will go into a hold mode. The list of possible values is: none, Input 1 - 14.
N2 Controlled by Valve 1, NH3 Controlled by Valve 2, D.A. Controlled By Valve 3, and H2 Controlled by Valve 4
These options are used to indicate which valves are being actively used. When a valve is not being used, then extraneous data is not used in the calculations.
Temperature Mode
This allows the operator to choose either degrees Fahrenheit or degrees Celsius for the temperature. The options are °C or °F. Pressing OK will set the choice.
Clear Events/end of recipe
This switch will allow the user to clear the events out at the end of a recipe. The options are either no or yes.
Use MGA Suggested Factor
Possible values are yes or no. If yes is selected, then the CO Factor used in %C calculation is taken from the MGA. For this option to be used, the MGA must also be in COF Adjust Mode.
Event time configuration
Possible values are Event 1 active to event 2 active or Event 2 active time. The controller can measure a time interval in 1/10 of a second. This option determines whether that time is measured based on the time between and event 1 and event 2 going active or just the time that event 1 is active.
Digital Input 3 is FNC Select
Possible values are yes or no. If set to yes, then digital input 3 can be used to select the FNC mode.
PVT Type When FNC Selected
Possible values are Nitrider or FNC. The FNC mode allows switching from %Carbon to either Nitrider or FNC.
Carburize Atmosphere Instrument
This selection is used when switching from FNC mode to %Carbon mode via the digital input or a PLC request. When the FNC mode switches from %C to FNC (or Nitrider), the recipe programmer atmosphere instrument is set to internal (0). If not, the selection specifies what external instrument is the atmosphere instrument when in %C mode. This feature is used only if the value is not zero and only when switching from FNC mode to %C mode by the digital input or a PLC request. It is not used when the HMI changes the PVT Type.
Nitrider calc includes diluents
Possible values are yes or no. When set to yes, this option enables Super KN calculation.
MGA In Passive
Possible values are yes or no. If set to yes, then the controller assumes the MGA measuring gas entering the furnace is writing its data to the 9215 (note that the MGA must be set up as Modbus master for this setting). If set to no, then the controller queries the MGA for the data (note that the MGA must be set up as Modbus Client for this setting).
MGA Out Passive
Possible values are yes or no. If set to yes, then the controller assumes the MGA measuring gas exiting the furnace is writing its data to the 9215 (note that the MGA must be set up as Modbus master for this setting). Because MGA out data is critical to FNC calculations, a setting of yes is not recommended. If set to no, then the controller queries the MGA for the data (note that the MGA must be set up as Modbus Client for this setting).
Probe Source
Possible values are Internal, Programmer ATM Instrument, or Probe Instrument (19). This option selects whether the oxygen probe is connected to the 9215 (internal), from the recipe programmer ATM instrument, or from another Client instrument.